Fast Machine Learning (ML) Assisted Residual Stress Simulation
2025-10-18
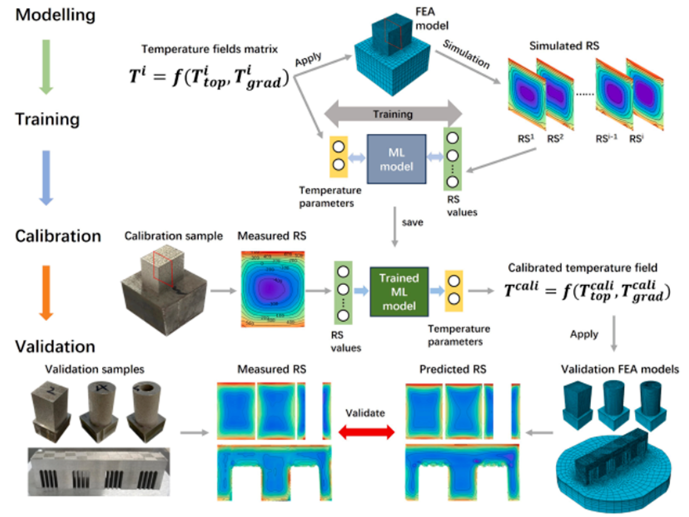
The simulation pipeline integrates simplified finite element analysis (FEA) and machine learning (ML) to efficiently predict residual stress and deformation in laser additive manufacturing. The process begins with the design of transient temperature fields, characterized by a series of two-parameter analytical expressions describing four stages of the heating and cooling cycle.
These temperature fields serve as inputs to a series of FEA analyses to predict the residual stress distribution. Stress data generated by FEA are then used to train the ML model, establishing the relationship between the temperature field parameters and the resulting stress distribution. Calibration is performed using experimentally measured residual stresses to precisely align the simulation results with physical results.
Finally, the calibrated model is validated with various geometries, demonstrating its reliability in predicting stress and deformation across diverse additive manufacturing scenarios.

In all cases, tensile stress exists at the bottom and top of the plane, while compressive stress exists in the inner region. As Ttop and Tgrad increase, both tensile and compressive stresses increase, and the high-tension and high-pressure zones expand accordingly. To optimize computational efficiency during machine learning model training, leveraging the model’s symmetry, only the node RS values of the left half of the vertical plane are used. The residual stress values are unfolded into a one-dimensional vector.
Therefore, 71 rows of data are obtained and stored in a CSV file, each row consisting of 275 RS values, labeled according to their corresponding Ttop and Tgrad values.

Residual stress data obtained from high-resolution profilometry measurements were used to train three additive manufacturing models (MLP, GB, and RF). Results show that all three models exhibit similar performance, with RMSE ranging from 52 MPa to 84 MPa. The accuracy of this method further validates its precise deformation prediction, closely matching experimental measurements; for example, the predicted deformation of 0.92 mm for the bridge sample closely matches the measured value of 0.94 mm.
This method effectively mitigates deformation, significantly reducing the deformation of the printed part from 0.94 mm to 0.06 mm, a reduction of 94%.
This integrated approach provides a powerful tool for improving the accuracy and efficiency of additive manufacturing processes, offering reliable predictions of residual stress and deformation while supporting deformation control. Its high adaptability and accuracy enable it to advance additive manufacturing practices in industrial environments.